

Horizontal vs. Vertical Toggle Clamps: The Complete Comparison
In modern manufacturing, the difference between a fixture that runs reliably for ten thousand cycles and one that needs constant adjustment often comes down to a single decision made during design: which toggle clamp orientation belongs on this fixture?
Toggle clamps are deceptively simple. Two clamps may look almost identical on paper — same holding capacity, same base footprint, same handle style — yet one will perform flawlessly on a CNC fixture while the other binds, interferes with tooling, or fatigues the operator within a single shift.
The most common decision engineers face is between horizontal toggle clamps and vertical toggle clamps. They share the same toggle-action principle, but they're built around completely different fixture geometries. Choosing the wrong one introduces real costs: lost cycle time, ergonomic complaints, tool clearance issues, and in worst cases, scrapped parts when a clamp interferes with a cutting path.
This guide walks through how each clamp works mechanically, where each excels, and the application logic engineers use to choose between them. It's written for the engineers, fixture designers, and OEM procurement teams who specify these components every day.
What Is a Horizontal Toggle Clamp?
A horizontal toggle clamp (often referred to as a horizontal hold-down clamp or horizontal handle clamp) is a workholding device where the handle sits parallel to the mounting surface in the clamped position. When engaged, the holding arm rotates down to apply clamping force perpendicular to the base — pressing the workpiece firmly against the fixture surface.
How It Works
Horizontal toggle clamps operate on a four-bar linkage. As the operator pushes the handle from the open position toward horizontal, the linkage drives the holding arm downward through an over-center geometry. Once the linkage passes the over-center point, the clamp self-locks: external forces on the holding arm only tighten the lock rather than release it.
This locked-by-geometry behavior is what makes toggle clamps trusted in vibration-prone CNC and welding fixtures — the clamp does not depend on operator effort to stay closed.
Typical Industrial Uses
Horizontal toggle clamps are the workhorses of flat-surface workholding. Engineers reach for them when the fixture has open space above the workpiece and the holding arm needs to swing clear during load and unload. Common applications include:
- CNC milling and drilling fixtures where the workpiece sits on a flat sub-plate
- Welding jigs with open-top workpiece access
- Assembly line fixtures for repetitive positioning of sheet metal parts
- Inspection and gauging fixtures where flat datum contact is critical
- Composite layup tables and bonding fixtures
Benefits
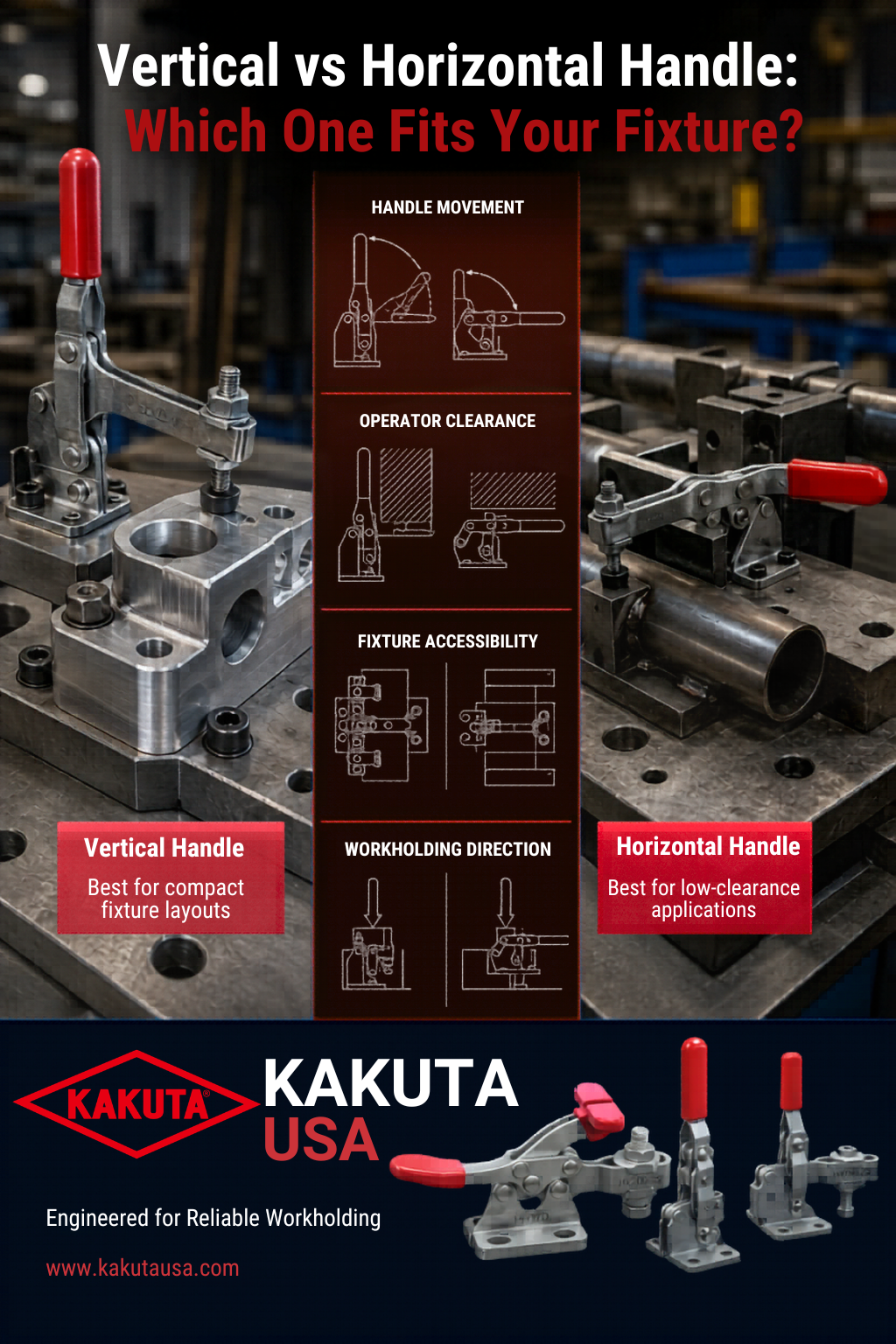
- Low overall fixture height — the handle lies horizontal when clamped, keeping the profile compact above the workpiece
- Clear overhead access — when released, the handle and arm swing back to give operators full vertical access to the part
- Strong clamping perpendicular to the work surface — ideal for resisting upward cutting forces
- Excellent operator ergonomics for load/unload — the horizontal motion mirrors natural pulling and pushing wrist movement
- Wide variety of base styles — flanged, straight, and stainless steel options for nearly every mounting condition
Limitations
- Requires more horizontal space alongside the workpiece for the handle's swing radius
- Less practical when the fixture has tight side clearances or adjacent tooling
- Holding-arm geometry must clear the workpiece during the full handle stroke
Common Installation Methods
Horizontal toggle clamps typically mount with a flanged base (bolted to the fixture plate from above) or a straight base (mounted from the side or onto a riser block). For high-cycle applications and harsh environments, Kakuta's HH series is available in steel and stainless steel configurations to match the fixture's duty cycle and chemical exposure.
What Is a Vertical Toggle Clamp?
A vertical toggle clamp (vertical handle toggle clamp or vertical hold-down clamp) functions on the same toggle principle, but the handle sits vertically — pointing straight up — when the clamp is closed. The holding arm again presses the workpiece downward against the fixture surface, but the operator's clamping motion is vertical rather than horizontal.
How It Works
Mechanically, the linkage and over-center locking action are equivalent to a horizontal clamp. The geometry is rotated so that the handle's at-rest position is upright. When the operator pulls the handle forward and down, the holding arm rotates to apply clamping force. The clamp passes through its over-center point and locks in the engaged position.
The key difference is the spatial envelope. A vertical clamp needs headroom above the fixture during the open stroke but very little footprint to the side. That single distinction drives most application decisions between the two orientations.
Typical Industrial Uses
Vertical toggle clamps are the natural choice when side clearance is tight but vertical clearance is available. Engineers specify them for:
- Compact CNC fixtures with multiple clamps spaced closely on a sub-plate
- Tombstone fixtures and 4th-axis setups where lateral access is restricted
- Modular fixture grids where adjacent clamps would interfere with a horizontal swing
- Workpiece indexing fixtures where the operator approaches the part from one side only
- Tooling changeovers in production cells that need quick, repeatable engagement
- Adjustable stops and fixture sub-assemblies where the clamp must sit close to a sidewall
Benefits
- Minimal lateral footprint — the clamp's working motion stays within its own vertical column
- High clamp density — multiple vertical clamps can sit side-by-side on a fixture without interference
- Intuitive single-handed operation — pulling down to lock and pushing up to release maps cleanly to natural arm motion
- Easier to integrate into enclosed fixtures or fixtures with overhead linear rails
- Visual status is immediate — handle up = open, handle down = closed, readable from across a production cell
Limitations
- Requires vertical clearance above the fixture for the handle stroke
- Not ideal where overhead robots, sliding doors, or machine enclosures restrict headroom
- Operator must approach from in front of the clamp, not from the side
Common Installation Methods
Vertical toggle clamps typically use a flanged base, but heavy-duty applications often use a vertical mounting orientation that places the base against a sidewall, with the clamping arm extending horizontally toward the work. Kakuta's HV series spans light-duty fixtures through heavy welding setups, with both standard and safety-locking handle options.
Horizontal vs. Vertical Toggle Clamps: Key Differences
| Attribute | Horizontal Toggle Clamp | Vertical Toggle Clamp |
|---|---|---|
| Handle position when clamped | Parallel to base (lies flat) | Vertical (points down or angled forward) |
| Open-stroke motion | Handle swings backward in the horizontal plane | Handle swings upward in the vertical plane |
| Clearance requirement | Lateral / behind-clamp space | Overhead / above-clamp space |
| Fixture profile when clamped | Low overall height | Slightly taller stack, narrower footprint |
| Best fixture geometry | Wide, flat sub-plates with open sides | Compact fixtures, tombstones, dense clamp arrays |
| Operator approach | Side or front access | Front access primarily |
| Visual status indication | Less obvious from a distance | Clear at a glance (up vs. down) |
| Holding-force direction | Perpendicular to base (downward) | Perpendicular to base (downward) |
| Repeatability | High — over-center locks consistently | High — over-center locks consistently |
| Typical applications | CNC milling fixtures, welding jigs, assembly tables, inspection fixtures | Tombstone fixtures, dense fixture grids, modular workholding |
| Ergonomic profile | Pulling/pushing wrist motion | Pull-down / push-up arm motion |
| Common base styles | Flanged, straight, stainless steel | Flanged, vertical mount, stainless steel |
| Where it underperforms | Tight lateral clearances, dense clamp layouts | Low-headroom fixtures, enclosed machines |
The mechanical performance — holding force, repeatability, durability — is comparable between the two when matched in series and size. The selection question is almost always about geometry, clearance, and operator interaction, not raw performance.
When Engineers Choose Horizontal Toggle Clamps
Horizontal toggle clamps are typically the default choice when the fixture is built around a flat, accessible workpiece and the production environment has open overhead space. They're chosen for:
- Standard CNC fixture builds. When a sub-plate hosts a single part or two with room for the handle to swing back, a horizontal clamp keeps overall fixture height low and tooling paths clear.
- Welding fixtures and bonding tables. Open access to the top of the part matters more than minimizing fixture width. The horizontal handle drops out of the operator's line of sight during work.
- High-throughput assembly stations. The horizontal swing pairs well with a seated or standing operator who is loading parts laterally rather than from above.
- Inspection and quality fixtures. Low fixture profiles allow gauges, dial indicators, and CMM probes to access the part without clamp interference.
- Cost-driven projects. Horizontal toggle clamps are the most widely stocked and specified style globally, supporting straightforward procurement, drop-in replacement, and broad distributor coverage.
In short, when lateral space is available and vertical clearance is a concern, the horizontal clamp wins.
When Engineers Choose Vertical Toggle Clamps
Vertical toggle clamps are selected when fixture density, side-clearance constraints, or operator-side interaction drive the design. They're chosen for:
- Tombstone and 4th-axis fixtures. A horizontal swing would collide with adjacent parts or spindles. The vertical handle stays in its own narrow column.
- Modular and grid-style workholding systems. Multiple clamps positioned in tight arrays need handles that move within their own footprint to prevent operator interference between stations.
- Tooling changeover and indexing setups. A single-direction pull-down motion is faster and more repeatable for operators cycling through high-mix, low-volume runs.
- Heavier-duty fixture work. Many vertical models are designed with larger handles and longer leverage arms, giving operators mechanical advantage for higher holding-force engagements.
- Operator-side interaction designs. When operators only approach the fixture from one side — common on transfer lines and robotic cells with human-in-the-loop steps — the vertical handle's front-facing motion improves workflow.
When side clearance is tight, fixture density is high, or operator interaction is consistently from the front, the vertical clamp wins.
Common Selection Mistakes
Even experienced engineers slip into the same handful of mistakes when specifying toggle clamp orientation. Watching for these in the design review can save weeks of fixture rework.
1. Specifying by holding capacity alone
A 500 lb horizontal and a 500 lb vertical may both meet the load spec, but only one fits the fixture envelope. Capacity is necessary but never sufficient.
2. Ignoring operator ergonomics
A clamp that's awkward to engage will be misused or skipped entirely. If an operator must twist their wrist or reach over hot tooling to actuate the clamp, the design has failed regardless of the spec sheet. Walk the fixture's load/unload cycle before final selection.
3. Underestimating handle-swing clearance
The released-position arc of a horizontal clamp handle can extend a surprising distance behind the base. On dense fixtures or near machine walls, this single dimension causes more interference issues than any other.
4. Misjudging the over-center locking force
Both styles self-lock at the over-center point, but preload at that point varies. A clamp installed too far from the workpiece won't reach over-center under load and won't lock properly. Always verify holding-arm position is set so the over-center geometry engages firmly.
5. Poor environmental compatibility
Carbon-steel clamps in coolant-flooded CNC environments corrode at pivot pins, leading to handle play and reduced holding force. Stainless steel models (available across both Kakuta HH and HV series) are the correct call for wet, acidic, or food-contact environments.
6. Choosing orientation based on what's in stock
This is the most expensive mistake. Substituting a horizontal clamp for a vertical one (or vice versa) to avoid lead time often forces a fixture redesign or causes ergonomic issues that outlast the original delay.
How to Choose the Right Toggle Clamp Orientation
Run through this checklist during fixture design — before the bill of materials is locked.
- Required holding force. Identify the maximum load the clamp will resist, including cutting forces, vibration, and any pry loads. Match clamp size to that load with a safety margin of at least 1.5× to 2× depending on duty cycle.
- Fixture geometry and clearance envelope.
- Is lateral space restricted? → Vertical
- Is overhead space restricted? → Horizontal
- Are both restricted? → Consider a low-profile push-pull or latch clamp instead
- Operator approach direction. Where does the operator stand during load/unload? Single-side approach favors vertical; multi-side or seated stations often favor horizontal.
- Frequency of engagement. High-cycle stations (loading every 15–30 seconds) reward whichever orientation matches natural arm motion at the station. Walk the cycle physically before deciding.
- Manual vs. automated operation. If the clamp will eventually be pneumatically actuated, consider Kakuta's Release-Lock Series, which is built around the same toggle principle with positive locking and controlled release.
- Cleanliness and coolant exposure. Specify stainless steel for coolant-flooded CNC, food-contact, or chemical exposure environments. Specify standard steel finishes for dry assembly and welding lines.
- Repeatability requirements. Both orientations offer comparable repeatability when correctly installed. The real repeatability driver is the holding-arm position and over-center setup — verify these during commissioning, not after first part runs.
- Maintenance accessibility. Make sure pivot points, spindles, and rubber pads can be reached for inspection and replacement without removing the clamp from the fixture. This is often easier on horizontal clamps but should be checked case by case.
- Compatibility with future automation. If the fixture is likely to be retrofitted with robotic loading, vertical clamps' narrow footprint usually integrates more cleanly with robot end-effector clearances.
Final Thoughts
Horizontal and vertical toggle clamps are not competing products — they are two answers to two different fixture geometry questions. Both deliver the same fundamental value: precise, repeatable, self-locking workholding force at the moment of part engagement. The right choice depends on what's around the clamp, not what the clamp itself can do.
Engineers who consistently select correctly between the two share one habit: they walk the fixture's full motion cycle — load, clamp, machine, unclamp, unload — before finalizing the component list. That single discipline eliminates the majority of toggle clamp rework downstream.
When the geometry and ergonomics are matched correctly, a toggle clamp becomes one of the most reliable, low-maintenance components in the entire fixture. When they're mismatched, it becomes the first point of failure.
Explore Kakuta USA's full range of horizontal and vertical toggle clamps, including stainless steel and Release-Lock variants, to find the right orientation for your next fixture build. View all products →
Frequently Asked Questions
What's the main difference between horizontal and vertical toggle clamps?
The main difference is handle orientation when clamped and the clearance envelope required during operation. Horizontal clamps need lateral space behind the base for the handle's swing; vertical clamps need overhead space above the base. Both deliver downward holding force perpendicular to the mounting surface.
Are horizontal toggle clamps stronger than vertical toggle clamps?
No. Holding capacity depends on the clamp's series, size, and over-center geometry — not its orientation. A properly sized horizontal and vertical clamp from the same product family will deliver comparable holding force.
When should I use a vertical toggle clamp instead of a horizontal one?
Use a vertical toggle clamp when fixture density is high, lateral side clearance is limited, the operator approaches from one direction, or the fixture sits inside a tombstone, 4th-axis, or modular grid setup.
Can horizontal and vertical toggle clamps be used together on the same fixture?
Yes. Mixed-orientation fixtures are common in CNC and welding environments where some clamping points have side clearance and others don't. The key is to match each clamp to its local fixture geometry rather than standardizing the whole fixture on one type.
Do vertical toggle clamps require more maintenance than horizontal ones?
No. Maintenance requirements are essentially identical: periodic inspection of pivot pins, holding-arm alignment, spindle adjustment, and rubber pad condition. Environmental exposure (coolant, dust, weld spatter) matters far more than orientation for maintenance intervals.
Kakuta USA has produced precision toggle clamps since 1959, supporting engineers and manufacturers across CNC, welding, assembly, and jig applications worldwide.
Alignment vs Clamping in Fixtures: What Engineers Need to Know for Accurate Workholding


Vertical and horizontal toggle clamps — both required for repeatable, locked workholding
In fixture design, alignment and clamping are often discussed as if they're the same job. They aren't. Alignment positions the part. Clamping holds it there.
Confuse the two, and you'll see scrap rates rise, tolerances drift, and operators chasing problems that started at the workholding stage. This guide breaks down the difference between alignment and clamping, why each one matters, and how engineers can build fixtures that deliver consistent, repeatable accuracy across every cycle.
Alignment positions a part in the correct location. Clamping holds that part in place against cutting forces, vibration, and movement. Accurate workholding requires both — alignment defines where the part sits, and clamping ensures it stays there throughout the operation.
Why This Matters in Fixture Design Basics
Workholding is the silent variable in manufacturing accuracy. A CNC machine can hold sub-thousandth tolerances, but if the fixture allows the part to shift by even 0.05 mm under cutting load, the part is out of spec.
Understanding alignment vs clamping is the foundation of reliable workholding systems — whether you're building a drill jig, a welding fixture, or a high-volume production cell.
What Is Alignment in Fixture Design?
Alignment is the positioning function of a fixture. Its job is to place the workpiece in the exact same location, in the exact same orientation, every single time.
Alignment uses passive components, including:
- Locating pins — fix the part in X and Y axes
- Stops and rest blocks — define datum surfaces
- V-blocks and cradles — locate cylindrical or contoured parts
- Guides and bushings — align tools to predetermined paths
These elements don't apply force. They simply define where the part belongs. Think of alignment as the blueprint — it tells the part where to go, but it doesn't make the part stay.
What Is Clamping in Workholding?
Clamping is the active function of a fixture. It applies controlled force to secure the part against the locators so it cannot move during the operation.
Common clamping methods used in industrial workholding include:



Kakuta has manufactured these clamp types since 1959, and the principle behind them hasn't changed: a mechanical lever multiplies operator input into a consistent, repeatable holding force — and locks it.
Key Difference: Alignment vs Clamping
The cleanest way to understand the relationship:
Alignment
- Positions the part
- Passive (no force applied)
- Defines location
- Sets accuracy
- Static reference
Clamping
- Secures the part
- Active (applies force)
- Prevents movement
- Maintains accuracy
- Dynamic load resistance
Both are required. Alignment without clamping leaves the part free to move. Clamping without alignment secures the part — but in the wrong place.
Why Alignment Alone Fails
Engineers sometimes assume that if a part is correctly located, it will stay correctly located. In real production, that almost never holds true.
Here's what acts on an "aligned but unclamped" part during machining:
- Cutting tool pressure pushes the part away from the cutter
- Vibration from spindle harmonics walks the part out of position
- Chip loading lodges debris between the part and the locator
- Thermal expansion during long cycles shifts datum surfaces
- Operator handling between operations introduces small misplacements
Any one of these is enough to produce inconsistent results. Combined, they guarantee scrap. Alignment is necessary, but it is not sufficient on its own.
How Toggle Clamps Solve This
Toggle clamps convert alignment from a hopeful starting point into a locked, repeatable condition. They do this through a simple mechanical advantage: a linkage that travels over-center, locking the clamp closed under load.
Key benefits for fixture engineers:
- Consistent holding force — the toggle locks at a defined position every cycle
- Repeatability — the clamp returns to the same closed state without operator calibration
- Fast cycle times — single-handle actuation reduces setup between parts
- Compact footprint — toggle geometry fits where pneumatic or hydraulic clamps cannot
- No external power — purely mechanical, with no air lines or hoses to manage

Locked. Trusted. Engineered for Vibration.
Within Kakuta's range, the Release-Lock Toggle Clamp Series adds a secondary lock that prevents accidental release under vibration — a feature designed specifically for fixture applications where unintended unclamping is a safety or quality risk.
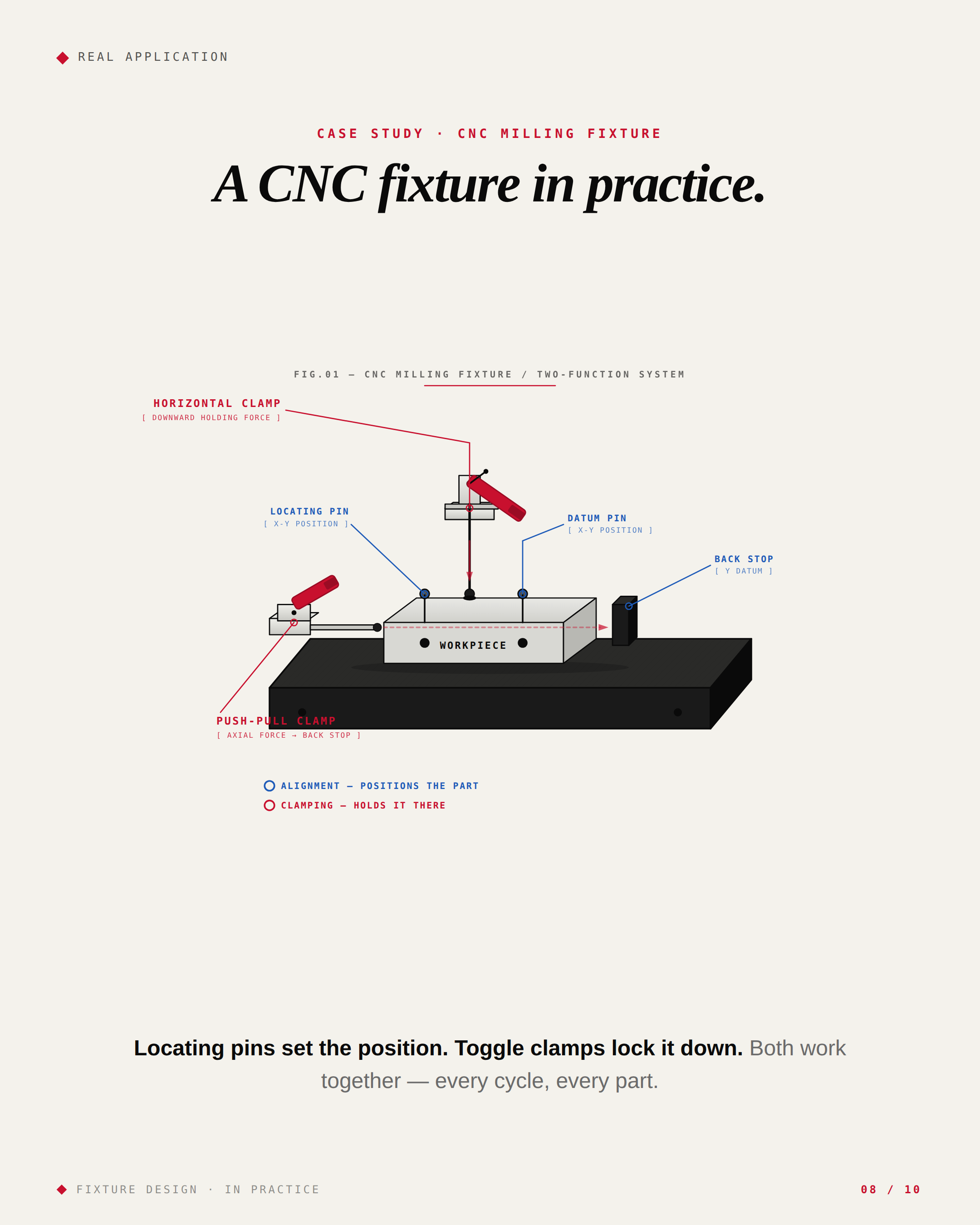
Real Manufacturing Example: A CNC Milling Fixture
Consider a fixture that holds a small aluminum bracket for a 3-axis CNC operation.
Alignment Components
- Two diamond and round locating pins establish the X-Y position
- A back stop establishes the Y datum
- A flat support plate establishes the Z datum
Clamping Components
- One horizontal toggle clamp applies downward force on the bracket
- One push-pull clamp holds the bracket against the back stop
The locating pins and stops define where the bracket sits. The toggle clamps ensure the bracket doesn't lift, slide, or rotate when the cutter engages. Remove the clamps and the locators do nothing under load. Remove the locators and the clamps secure the part in the wrong position. Both work together — that's the principle.
The same logic applies to welding fixtures, assembly jigs, drilling templates, and inspection setups across the manufacturing floor.
Common Mistakes Engineers Make
A few patterns we see repeatedly in fixture reviews:
- Relying on alignment alone — assuming a snug-fitting locator will hold the part during machining
- Under-clamping — using a clamp with insufficient holding capacity for the cutting load
- Poor clamp placement — applying force away from the cutting zone, allowing the part to flex
- Uneven force distribution — using a single clamp where two are needed, creating a pivot point
- Mixing locator and clamp duties — using a clamp as a locator, which compromises both functions
Most fixture failures aren't catastrophic. They show up as inconsistency: one part in twenty drifts out of tolerance. That's almost always a clamping issue, not an alignment issue.
How to Choose the Right Toggle Clamp
Selecting a clamp comes down to four practical factors:
- Holding force required — Match the clamp's rated capacity to the cutting or process load, with a safety margin. A toggle clamp specified at its maximum rating in continuous production is a clamp ready to fail.
- Available space and orientation — Vertical clamps suit compact fixtures with overhead clearance. Horizontal clamps work where downward force is needed across a flat surface. Push-pull and latch clamps suit linear or split-fixture geometries.
- Operation type and cycle time — High-volume cells benefit from quick-release toggle action. Lower-volume or precision setups may favor adjustable spindle clamps for fine control.
- Frequency of use and environment — Heavy-duty production demands clamps with locking features and durable construction. Welding environments need spatter-resistant designs. CNC environments favor low-profile, vibration-resistant clamps.
For a complete walkthrough of clamp types and selection criteria, see our guides on horizontal toggle clamps and vertical toggle clamps.
Conclusion: Alignment + Clamping = Accuracy
Precision manufacturing isn't about choosing between alignment and clamping. It's about engineering both to work together.
Alignment defines the geometry. Clamping defends it. When one is weak, the entire fixture is weak — regardless of how sophisticated the rest of the process is.
Engineers who design fixtures with this principle in mind build production systems that are faster to set up, easier to operate, and consistently accurate over thousands of cycles.
Frequently Asked Questions
What is the difference between alignment and clamping in fixture design?
Alignment positions a part in its correct location using passive components like locating pins, stops, and guides. Clamping applies active force — typically through toggle clamps — to hold the part in that position against vibration, cutting loads, and movement.
Why is clamping important in workholding fixtures?
Without clamping, even a perfectly aligned part will shift under cutting forces, vibration, and chip loading. Clamping is what turns alignment from a starting condition into a stable, repeatable working condition throughout the machining cycle.
Can alignment alone ensure manufacturing accuracy?
No. Alignment defines where the part should sit, but it doesn't apply force. Without clamping, the part is free to shift during machining, welding, or assembly — leading to inconsistent results and increased scrap rates.
What type of toggle clamp is best for CNC workholding?
The right choice depends on the fixture geometry, holding force required, and available space. Horizontal toggle clamps suit flat-surface setups, vertical toggle clamps suit tight overhead spaces, and push-pull clamps suit linear applications. For vibration-prone environments, locking-action clamps such as Kakuta's Release-Lock Series are recommended.
How many clamps should a fixture have?
The general principle is that clamping force should be distributed to prevent pivoting or flexing of the part under load. Most production fixtures use two or more clamps positioned to balance the cutting forces — the exact number depends on part geometry, machining strategy, and load direction.
Build fixtures that hold — every cycle.
Kakuta has produced precision toggle clamps since 1959, supporting engineers and manufacturers across CNC, welding, assembly, and jig applications worldwide.