




















Source: Kakuta USA Product Catalog — kakutausa.com/all-products
The Real Cost of Choosing the Wrong Toggle Clamp Supplier
For procurement managers and operations leaders sourcing toggle clamps for production fixtures, jigs, and automated assembly lines, the stakes are higher than a line item on a purchase order. The wrong supplier doesn't just deliver a subpar part—it injects risk directly into your production schedule, quality systems, and bottom line.
The Institute for Supply Management (ISM) consistently identifies supplier reliability and total cost of ownership—not unit price—as the leading drivers of procurement value in industrial manufacturing. Yet too many OEM buyers still evaluate toggle clamp suppliers on price alone, skipping the qualification questions that separate a dependable manufacturing partner from a transactional vendor who will leave you scrambling.
This guide gives procurement teams and OEM engineering buyers a structured framework: seven essential questions that will help you qualify a toggle clamp supplier before a single purchase order is signed. Use them in every supplier conversation—and download the free checklist at the bottom of this page to make your evaluation process consistent and auditable.

Source: Download the full Supplier Qualification Checklist PDF — Kakuta USA
The 7 Questions Every Procurement Team Must Ask
Certifications are not just badges—they represent a supplier's commitment to documented, repeatable quality systems. When sourcing for OEM clamp procurement, your own quality management obligations don't stop at your facility door. If a supplier ships non-conforming clamps that pass through your incoming inspection undetected, the downstream liability is yours.
For industries operating under ISO 9001 frameworks or automotive IATF 16949 standards, supplier certification is often a non-negotiable contractual requirement—not a preference.
ISO 9001:2015 certification with a current certificate date. The supplier can immediately provide a copy and explain their internal audit cadence.
Vague references to "following quality standards" without documented certification. Expired certificates. Inability to name their registrar or certification body.
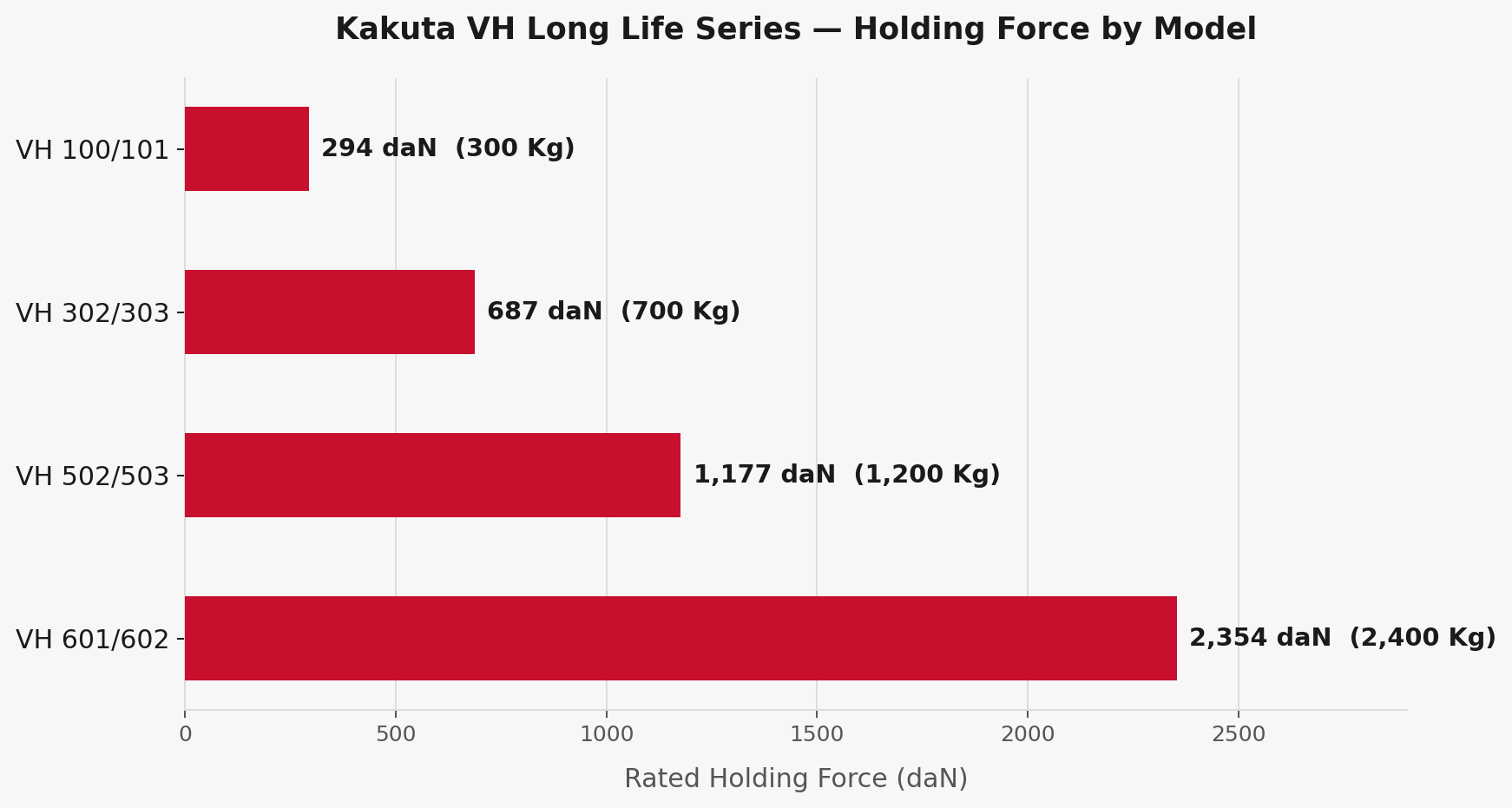
In precision clamp sourcing, tolerance consistency is what separates a reliable fixture component from a field failure waiting to happen. A toggle clamp with inconsistent actuation force or dimensional drift between production batches creates unpredictable clamping behavior—especially in high-cycle automated environments where repeatability is critical.
If your engineering team has designed a fixture around a specific clamping force or pin diameter, even minor batch-to-batch variation can require fixture recalibration, producing rework, and costly downtime.
Supplier provides documented tolerancing specs and can share inspection records or CMM data from recent production runs.
Supplier cannot define their own tolerance ranges or defers all technical questions to a catalog spec sheet without supporting process data.
Standard catalog products serve standard applications. But in OEM manufacturing environments, fixture and tooling requirements are often highly specific. The ability to source a B2B industrial clamp supplier who can accommodate modified geometry, non-standard actuation ranges, special surface coatings, or custom assembly configurations directly impacts your ability to optimize production fixtures without expensive workarounds.
A supplier who can only sell off-the-shelf products will become a bottleneck the moment your engineering team needs a design adaptation.
Supplier has an established OEM program with documented MOQ thresholds for custom work, an in-house engineering team, and case examples of successful custom builds.
All customization requests are deferred to a third party, or the supplier cannot articulate their minimum order quantities or timeline for custom engineering projects.
Lead time promises are easy to make during a sales conversation. Procurement teams need evidence of delivery performance over time—not a verbal commitment. In production environments where toggle clamps are a critical path component for fixture builds or tooling changes, a two-week delivery miss can cascade into a month-long production delay and contract penalties with your own customers.
Supply chain resilience—especially for hardware sourced internationally—has become a top-tier toggle clamp vendor qualification criterion since disruptions in global logistics have fundamentally changed industrial procurement risk profiles.
Supplier provides on-time delivery metrics (ideally 95%+), holds safety stock for standard SKUs, and has a documented escalation process when lead times are at risk.
Supplier cannot provide historical on-time delivery data or gives a wide "estimated" window with no accountability mechanism.
Selecting the wrong clamp type for an application—over-specified, under-rated, or incorrect actuation style—creates problems that don't show up until a fixture is in production. Engineering support from the supplier side is a differentiator that directly reduces procurement risk, especially when your internal team is evaluating new fixture configurations or transitioning to higher-throughput automation.
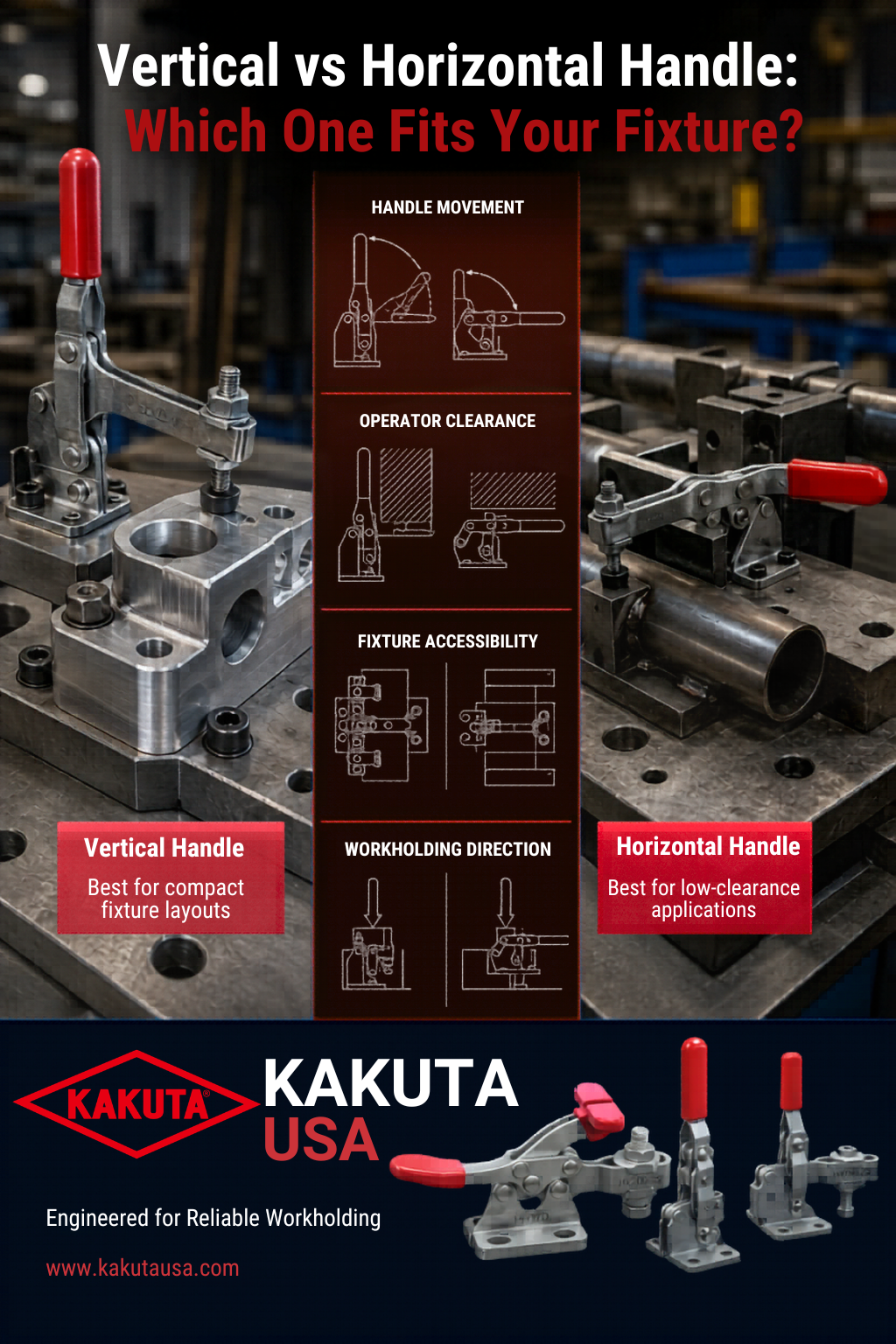
The best B2B industrial clamp suppliers act as technical partners, not just order processors. This is especially critical when sourcing push-pull, horizontal, latch-action, or pneumatic toggle clamp variants where application engineering knowledge matters significantly.
Dedicated application engineering support available pre-sale. Supplier can review a fixture drawing and recommend the appropriate clamp type, holding force, and configuration.
Technical questions are routed exclusively through a generic support email with multi-day response times, or the sales team cannot answer basic application questions without escalation.
A certificate of conformance means very little without understanding the inspection process that generated it. For toggle clamps used in precision fixturing, the relevant parameters—clamping force, arm travel, cam geometry, and body dimensions—need to be verified through a defined and repeatable QC process, not spot-checked on a sample of one per thousand units.
Suppliers without structured in-process QC are playing the odds with your production quality. When a batch fails in your facility, you bear the cost of incoming inspection, rejection processing, and line delays—while the supplier absorbs little to no consequence.
Documented AQL inspection plans, functional force testing on each unit or defined sample size, and availability of inspection reports per order upon request.
QC is described as "visual inspection" only. Supplier cannot provide an example inspection report or explain what parameters are tested at what frequency.
The lowest unit price on a toggle clamp is almost never the lowest total cost. When sourcing industrial clamps at production scale, procurement teams must account for the full lifecycle cost: incoming inspection resources, warranty claim processing, line stoppage events caused by product failures, re-engineering costs from dimensional inconsistencies, and the opportunity cost of time spent managing supplier quality issues.
A supplier offering clamps at 15% below market pricing may cost 40–80% more in total when failure rates, support overhead, and production disruptions are fully accounted for. ISM's total cost of ownership frameworks explicitly address this calculation as a standard procurement discipline in industrial hardware sourcing.
Supplier can articulate value beyond unit cost—warranty coverage, documented failure rates, free engineering support, and stocked inventory that reduces your carrying costs.
Supplier response to TCO questions is to simply restate unit pricing or discount structure. No data on product reliability, warranty, or failure rates is available.
How Kakuta USA Answers Each Question
Kakuta USA is a U.S.-based precision toggle clamp supplier serving OEM manufacturers, production fixture builders, and industrial automation integrators. Here is how we respond to the seven qualification questions every serious procurement team should be asking.
Kakuta USA's manufacturing partners operate under ISO 9001:2015 certified quality management systems, with current certificates available upon request. Our domestic quality verification process adds an additional layer of incoming inspection before products are released to customers. View our quality assurance process →
Our toggle clamps are manufactured to documented dimensional tolerances with batch-level inspection records maintained throughout the production run. Consistency across orders is not assumed—it is verified. Customers with critical fixture applications can request inspection data for their SKUs.
We offer a structured OEM program for customers requiring modified clamp configurations, custom clamping force ratings, special surface treatments, or private-label packaging. Our engineering team reviews OEM requests directly—there is no intermediary. Learn more about our OEM capabilities →
Standard catalog items are maintained in U.S.-based inventory to support fast-turn procurement needs. Stocked SKUs ship within 1–3 business days. For OEM or custom orders, lead time commitments are provided in writing at the time of quotation, with proactive communication if any upstream issues arise.
Kakuta USA provides direct application engineering support at no charge for customers evaluating clamp selection for new fixture designs. Our team can review application requirements—cycle rate, holding force, actuation style, environmental conditions—and recommend the appropriate product configuration before you commit to a purchase. Talk to our engineering team →
Products sourced by Kakuta USA go through defined in-process QC protocols including dimensional checks and functional force verification. We maintain full traceability on production batches and can provide certificates of conformance for orders requiring documented quality records. See our full QC process →
Our value proposition is built on predictable quality, responsive support, and reliable availability—factors that reduce the hidden costs of supplier management. We are transparent about product specifications, warranty coverage, and return policies so procurement teams can make a fully informed total-cost evaluation against any competing option. Explore our full product catalog →
Kakuta USA vs. Generic Toggle Clamp Suppliers
Not all toggle clamp suppliers operate at the same level. This table outlines the key differentiators procurement teams should use when evaluating a precision industrial clamp supplier.
[TABLE: Supplier Comparison]
| Evaluation Criterion | Kakuta USA | Generic / Low-Cost Supplier |
|---|---|---|
| Quality Certification | ✔ ISO 9001:2015 — current, documented, certificate available on request | ✘ Often uncertified or certification status unclear / unverifiable |
| Tolerance Consistency | ✔ Documented tolerances with batch-level inspection records | ✘ Catalog spec only; no process data; batch variation common |
| OEM & Custom Support | ✔ Structured OEM program with direct engineering review | ✘ Catalog-only; customization routed through distributors with long timelines |
| Lead Time Reliability | ✔ U.S. inventory stocked; 1–3 day ship on standard SKUs; written lead time commitments on custom orders | ✘ Long international lead times; no stocked inventory; delivery windows wide and unreliable |
| Engineering Support | ✔ Direct access to application engineering — pre-sale and post-sale | ✘ No dedicated technical support; generic customer service only |
| In-Process QC | ✔ Functional force verification + dimensional inspection; CoC available | ✘ Visual inspection only; no documentation; no traceability |
| Total Cost of Ownership | ✔ Higher unit value; lower failure rates; reduced rework and supplier management overhead | ✘ Low unit price masks high downstream costs from quality failures and supply disruptions |
| Transparency & Accountability | ✔ Documented warranty, clear return process, proactive communication on any supply issues | ✘ Limited warranty; dispute resolution slow; accountability gaps when issues arise |
Frequently Asked Questions — Toggle Clamp Procurement
The most frequent mistake is evaluating suppliers on unit price alone without accounting for total cost of ownership. Low-cost toggle clamps that arrive with inconsistent clamping force, poor dimensional repeatability, or high field failure rates cost significantly more in aggregate—through rework, line stoppages, and quality escape processing—than a properly qualified supplier with a slightly higher unit price. Procurement teams should use a structured supplier evaluation framework, such as the one outlined in this article, before issuing any purchase order.
ISO 9001 certification is not universally mandated by law, but it is increasingly required contractually by OEM manufacturers and their tier-1 suppliers—particularly in automotive, aerospace, and medical device manufacturing sectors. Even in industries where it is not contractually required, ISO 9001 certification is a reliable proxy for a supplier's commitment to documented quality processes, internal auditing, and continuous improvement. Procurement teams sourcing precision industrial hardware should treat certification as a baseline qualification criterion, not an optional bonus.
Request documented on-time delivery performance data—specifically the percentage of orders shipped within the quoted lead time window over the past 12 months. Reputable suppliers track this metric and should be able to share it readily. Additionally, ask whether they maintain safety stock on standard SKUs, whether lead time commitments are provided in writing at the time of quotation, and what their escalation process is when upstream supply issues threaten a committed delivery date. A supplier who cannot answer these questions with specifics represents a delivery reliability risk.
Yes. Kakuta USA works with engineering teams during the prototype and pre-production phases to support custom clamp configurations, modified specifications, and application-specific designs. Minimum order quantities for custom work vary based on the degree of modification required—contact our engineering team directly to discuss your specific prototype requirements and receive a project-specific quotation. Early supplier engagement during the fixture design phase frequently reduces total project costs by avoiding late-stage redesign.
Kakuta USA can provide ISO 9001 certificates of compliance, certificates of conformance for production batches, dimensional inspection reports for qualifying orders, and product specification documentation referenced against published tolerances. For customers conducting formal supplier qualification audits under their own quality management systems, our team is available to support audit requests and complete supplier questionnaires. Contact us to initiate a formal supplier qualification review.
Make Your Next Toggle Clamp Sourcing Decision a Strategic One
The seven questions outlined in this guide are not meant to make supplier selection harder—they are meant to make it more defensible, more reliable, and more aligned with your production quality objectives. Procurement teams that apply a consistent toggle clamp supplier evaluation framework reduce supplier-related production disruptions, improve incoming quality performance, and build the kind of vendor relationships that scale with their manufacturing operations.
Kakuta USA was founded to serve exactly this type of procurement relationship: OEM manufacturers and production fixture builders who need a precision clamp supplier they can depend on—not just for the first order, but across the lifecycle of their programs. Explore our full product catalog, review our quality control process, or contact our team directly to begin your supplier evaluation.